UHMW vs HDPE: Differences, Performance & When to Choose Each

Quick Decision Summary Which Plastic Do You Need?
UHMW is better than HDPE for sliding, abrasion resistance, and extreme impact strength. HDPE is better for structural rigidity, weldability, and cost-sensitive applications.
If your part moves or experiences friction, choose UHMW.
If it holds weight or liquid and remains stationary, choose HDPE.
Side-by-Side Comparison Table
| Property | HDPE | UHMW | Winner |
| Molecular Weight | 0.1 – 0.5 Million g/mol | 3.5 – 7.5 Million g/mol | UHMW (Durability) |
| Density | 0.94–0.97 g/cm³ | 0.93–0.94 g/cm³ | Similar |
| Coeff. of Friction | 0.20 – 0.30 | 0.10 – 0.20 | UHMW (Sliding) |
| Abrasion Loss | ~225 mg (Sand Slurry) | ~80 mg (Sand Slurry) | UHMW (Longevity) |
| Impact Strength | 1.0 – 4.0 ft-lb/in | No Break (Extreme) | UHMW (Toughness) |
| Tensile Strength | 3,500–4,000 psi | 3,000–3,500 psi | HDPE (Rigidity) |
| Max Op. Temp | 180°F (82°C) | 180°F (82°C) | Tie |
| Flexural Modulus | Higher (Stiffer) | Lower (More Flexible) | HDPE |
| Relative Cost | $ (Budget) | $$ (Premium) | HDPE (Value) |
Best Polyethylene for Specific Projects & Industries
Marine & Dock Fenders (Why UHMW wins)
UHMW is the industry standard for harbor surfaces because it absorbs massive kinetic energy without cracking or splintering. Unlike wood or HDPE, its ultra-low friction prevents hulls from “grabbing” the dock, while its total moisture resistance ensures zero rot or degradation from saltwater immersion and UV exposure.
Professional Cutting Boards & Food Prep (Why HDPE is standard)
HDPE is the optimal choice for food prep due to its ideal density; it is hard enough to resist deep scarring but soft enough to protect knife edges from premature dulling. It is fully FDA/USDA compliant, easy to sanitize, and significantly more economical for large-scale commercial kitchen installations.
Snowmobile Slides & Sled Bottoms (The UHMW Advantage)
For high-speed friction against ice and gravel, UHMW is mandatory. Its self-lubricating properties reduce heat buildup (hyfax wear), while its superior abrasion resistance outlasts HDPE by up to 10x in “dry” sliding conditions. It remains ductile at -60°F, preventing shattering during sub-zero impacts.
Chemical Storage & Industrial Tanks (The HDPE Choice)
HDPE wins for large-scale containment because it offers superior structural rigidity and ease of fabrication. Crucially, HDPE is thermoplastic-weldable, allowing for leak-proof, high-strength seams in custom tanks. It provides excellent resistance to corrosive acids and bases at a fraction of the cost of high-performance polymers.
Key Differences Explained
Molecular Structure & Weight

The core difference is chain length. HDPE has a molecular weight between 100,000 and 500,000 g/mol. UHMW features massive chains reaching 3.5 to 7.5 million g/mol. These longer, entangled chains provide the physical “web” that gives UHMW its legendary toughness.
Wear & Abrasion Resistance
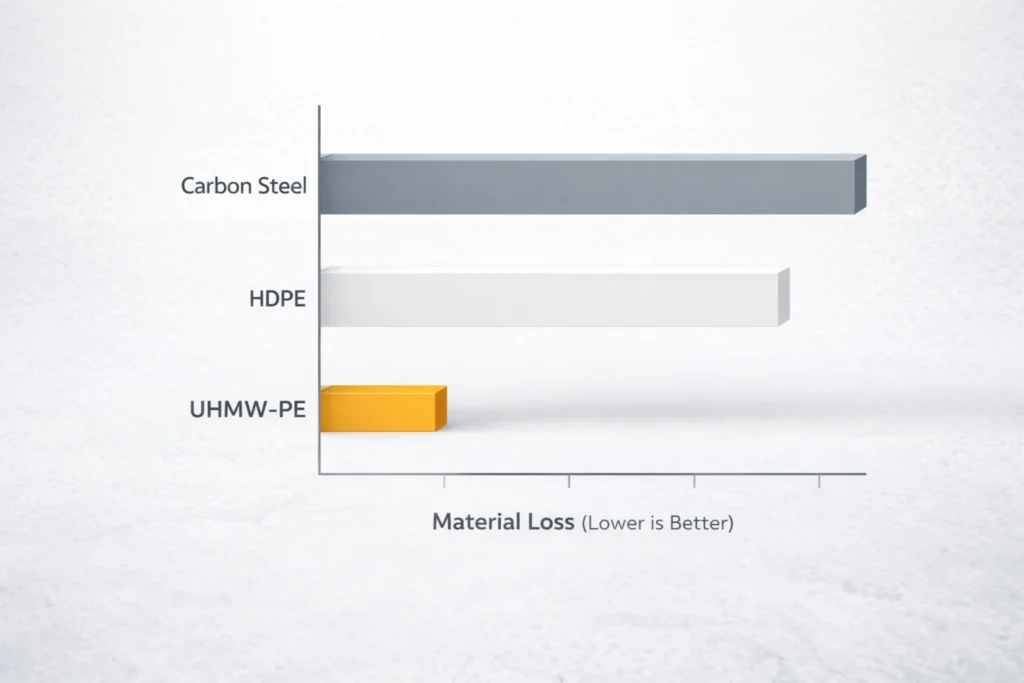
UHMW is one of the most abrasion-resistant thermoplastics used in industrial applications. In sand slurry tests, it outlasts carbon steel and outperforms HDPE by a factor of 10 to 1. If your part faces constant rubbing against grit or metal, HDPE will fail prematurely; UHMW will endure.
Impact Strength
UHMW is virtually unbreakable. While HDPE is tough, it can crack under high-velocity stress or notch sensitivity. UHMW achieves a “No Break” rating on Izod impact tests, absorbing immense energy even at cryogenic temperatures where other plastics become brittle.
Friction & Sliding Performance
UHMW acts as a solid lubricant with a coefficient of friction (0.10–0.20) that rivals Teflon. When deciding between these two high-slip materials in a UHMW vs PTFE comparison, UHMW is often the winner for impact resistance. HDPE (0.20–0.30) is slippery, but it lacks the internal lubrication required for high-speed industrial use.
Strength & Rigidity
HDPE is the winner for load-bearing. It has a higher flexural modulus, meaning it is stiffer and resists “creeping” or sagging under weight. UHMW is more flexible and “rubbery”; it will deflect under loads that HDPE can support rigidly.
Temperature Resistance
Both materials share a long-term operating limit of 180°F (82°C). However, UHMW excels at the bottom of the scale. It maintains high impact strength at -400°F, making it the only choice for liquid nitrogen or aerospace applications where HDPE would shatter.
Chemical & Moisture Resistance
Both are chemically inert and have 0.01% water absorption. They resist most acids, alkalis, and solvents. However, HDPE is better for containment because it can be butt-welded to create airtight, chemically secure seals, a process that is difficult with UHMW.
Machining & Fabrication Differences
Which Is Easier to Machine?

HDPE machines cleanly and predictably, behaving much like a hard wood. You can use standard carbide tooling to achieve smooth finishes with minimal burring. Conversely, machining UHMW is notorious for “creeping” and generating long, elastic strings that wrap around spindles. To machine UHMW successfully, you must use razor-sharp tools, high speeds, and aggressive chip loads to prevent the material from simply moving away from the blade.
Tolerance Capability
Neither material is ideal for high-precision aerospace tolerances due to high thermal expansion coefficients. However, HDPE is the more stable of the two. It resists deforming under the heat of a cutting tool better than UHMW. If your design requires tolerances tighter than +/- .005″, expect the part dimensions to shift significantly with ambient temperature changes.
Welding & Joining

HDPE is the undisputed winner for fabrication; it melts and flows easily, making it perfect for hot-gas welding or extrusion welding in tank construction. UHMW cannot be traditionally melt-welded. Because of its extreme molecular weight, it becomes a high-viscosity gel rather than a liquid when heated. Joining UHMW requires mechanical fasteners or specialized industrial bonding techniques.
Surface Finish Differences
HDPE naturally produces a smooth, semi-glossy finish when machined with standard tools. It is the preferred choice for consumer-facing products where aesthetics matter. Conversely, UHMW yields a waxy, matte surface that often appears slightly “fuzzy” due to its high molecular weight. While you can improve UHMW’s finish by using fly-cutters or specialized high-speed polishing, it will never achieve the mirror-like clarity possible with HDPE.
Cost Comparison
Raw Material Price Difference
On a per-pound basis, UHMW typically costs 25% to 50% more than HDPE. This price gap stems from the complex polymerization process required to create its ultra-long molecular chains. For bulk structural projects where wear is not a factor, HDPE is the clear financial winner.
Machining Cost Impact
Machining costs for UHMW are significantly higher due to its physical properties. Because the material “creeps” and generates elastic, heat-retaining strings, it requires specialized high-speed steel (HSS) or carbide tooling and slower, more deliberate feed rates to maintain part integrity.
In contrast, HDPE is treated as a standard industrial commodity; its predictable cutting behavior allows for faster cycle times and lower tooling wear, resulting in a 30-40% reduction in labor costs compared to UHMW for complex geometries.
Lifetime Cost vs. Initial Investment
In high-friction environments, the “cheaper” material is often more expensive. While HDPE has a lower upfront cost, UHMW saves money by dramatically extending the mean time between failures (MTBF).
If your part requires replacement once a year with HDPE but every five years with UHMW, the reduction in maintenance labor and downtime far outweighs the initial 50% material premium.
When UHMW Is the Wrong Choice
- High-Heat Environments: Avoid in applications exceeding 180°F (82°C); material loses structural integrity and softens rapidly.
- High Structural Loads: Do not use for load-bearing frames; its lower flexural modulus causes sagging compared to HDPE.
- Static/Low-Wear Projects: Waste of resources if budget is the priority and no sliding friction exists.
- Precision Parts: Difficult to maintain tight tolerances due to high thermal expansion and machining “creep.”
When HDPE Is the Wrong Choice
- High-Speed Sliding: Fails in conveyor or slide-bed applications where low-friction self-lubrication is required to prevent heat buildup.
- Abrasive Slurries: Wears out up to 10x faster than UHMW when exposed to sand, grit, or industrial waste.
- Sub-Zero Impact: Risks shattering or stress cracking in extreme cold where UHMW remains ductile and impact-resistant.
- Heavy Industrial Abuse: Unsuitable for chute liners or dock bumpers facing repetitive, massive kinetic energy.
Frequently Asked Questions
Can I substitute HDPE with UHMW?
Yes, you can upgrade to UHMW for improved wear and impact resistance, but verify that the lower structural rigidity suits your design.
Is UHMW or HDPE better for food contact?
Both are FDA/USDA compliant, but HDPE is the standard for cutting surfaces as it preserves knife edges better than the harder UHMW.
Which material is easier to weld?
HDPE is exceptionally easy to weld using standard thermoplastic equipment, whereas UHMW cannot be effectively melt-welded due to its high viscosity.
Will UHMW outlast HDPE in abrasive environments?
Yes, in high-grit or slurry applications, UHMW typically lasts 10 times longer than HDPE, significantly reducing long-term maintenance costs.
Final Verdict Choosing Between UHMW and HDPE for Your Project
Your selection depends on one primary factor: Motion.
- Choose UHMW if your part moves, slides, or takes impacts. Its self-lubrication and extreme abrasion resistance are unmatched for dynamic environments.
- Choose HDPE if your part holds weight or liquid and stays still. It offers the structural rigidity and weldability required for static, cost-conscious builds.